
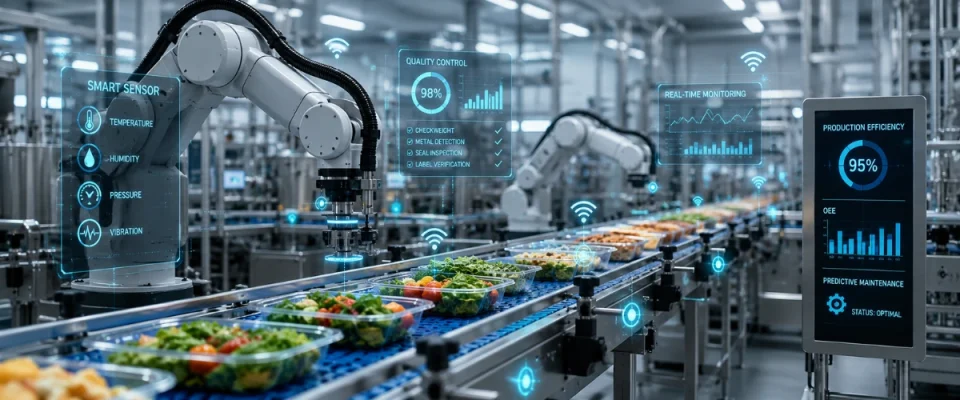
Advanced sensor technologies are enabling real-time quality control, predictive maintenance, traceability, and smarter production across the food and beverage industry.
Intelligent sensor technology is reshaping the future of food manufacturing by enabling producers to improve efficiency, enhance food safety, and strengthen product traceability through real-time monitoring and data-driven decision-making. As food manufacturers increasingly embrace digital transformation, advanced sensors are becoming a critical component of smart factory operations.
Modern intelligent sensors continuously monitor key production parameters such as temperature, pressure, humidity, flow rates, product positioning, and equipment performance. By collecting and analyzing data throughout the manufacturing process, these systems help manufacturers detect quality deviations early, reduce waste, and maintain consistent product standards.
Beyond quality assurance, sensor technologies are also improving operational efficiency through predictive maintenance. Instead of relying on scheduled maintenance or reacting to unexpected equipment failures, manufacturers can use sensor-generated data to identify signs of wear and potential faults before breakdowns occur. This approach minimizes downtime, lowers maintenance costs, and increases overall equipment effectiveness.
Intelligent sensors are also playing an increasingly important role in food safety and traceability. Integrated with Industrial Internet of Things (IIoT) platforms and digital manufacturing systems, they enable real-time tracking of raw materials, production conditions, and finished products throughout the supply chain. This enhanced visibility supports regulatory compliance, faster product recalls when necessary, and greater consumer confidence.
Automation is another major benefit of intelligent sensing technologies. Sensors provide precise information that enables robotic systems, automated inspection equipment, and packaging lines to operate with greater accuracy and consistency while reducing manual intervention. This not only improves productivity but also helps maintain hygienic processing environments and reduces the risk of contamination.
As food and beverage manufacturers strive to meet growing consumer expectations for quality, transparency, and sustainability, investments in intelligent sensing solutions are expected to accelerate. Companies are increasingly adopting these technologies to optimize production, reduce energy consumption, minimize food waste, and improve overall manufacturing performance.
With Industry 4.0 continuing to transform food production, intelligent sensors are emerging as a cornerstone of next-generation manufacturing. By combining real-time monitoring, automation, and advanced analytics, these technologies are helping food manufacturers build smarter, safer, and more efficient production facilities capable of meeting the evolving demands of global markets.